Ę■䚤ߊƯ║028-6141 6833
ą┬┬äųąą─ > ą┬┬äįöŪķ
Ę■čb╣żśIśė░ÕĄ─ĘųŅÉ╝░╠ž³c
ę╗ĪóĘ■čb╣żśIśė░ÕĄ─ĘųŅÉ
╣żśIśė░ÕĄ─ĘNŅÉ║▄ČÓŻ¼Š═Ųõė├═ŠüĒųv┤¾ų┬┐╔Ęų×ķ┤¾śė░ÕĪóąĪśė░ÕĪóą▐Ų¼śė’łęį ╝░└C╗©ė├┐¼╗©śė░ÕĄ╚ÄūĘNĪŻ
1.┤¾śė░Õ
┤¾śė░ÕėųĘQ├½śė░ÕĪó▓├╝¶śė░ÕĄ╚Ż¼ę▓Š═╩Ūį┌▓├┤▓╔Ž┼┼┴ŽĪóäØśėĪó▓├╝¶Ģr╦∙ė├Ą─ śė░ÕĪŻę╗░Ńį┌▓├╝¶▄ćķg└’æ¬ė├Ż¼╦³╩Ū▒ŻūC│╔ę┬┤¾ęÄĖ±Īóįņą═╝░╣ż╦ćųŲū„Ą─ų„ę¬ę└ō■ ┼cś╦£╩ĪŻ
Š═ŲõĮM│╔üĒųvŻ¼Ę■čbė╔├µ▓╝Īó└’▓╝Īóęr▓╝Īó╠Ņ│õ┴ŽĄ╚ĮM│╔ĪŻ×ķĘ└ų╣┤¾śė░Õ╗ņüyĪó ĖŃÕeŻ¼┤¾śė░Õėų┐╔Ęų×ķŻ║
(1)├µūėśė░Õ
ęį╬„čb×ķ└²Ż¼├µūėśė░ÕėąŪ░Ų¼Īóé╚Ų¼Īó║¾Ų¼ĪóÆņ├µĪóŅIūėĪó┤¾ąõŲ¼ĪóąĪąõŲ¼Īó ┤¾┤³╔wĪó╩ųĮĒ┤³░ÕĪóŪČŠĆśė░ÕĄ╚Ą╚ĪŻ
(2)└’ūėśė░Õ
═¼śėęį╬„čb×ķ└²Ż¼└’ūėśė░ÕėąŪ░Ų¼└’Īó║¾Ų¼└’Īóé╚Ų¼└’Īó┤¾ąõŲ¼└’ĪóąĪąõŲ¼ └’Īó┤¾┤³╔w└’śė░ÕĄ╚Ą╚ĪŻ
(3)š│║Žęr▓╝śė░Õ
š│║Žęr▓╝śė░Õ╚ńŪ░Ų¼ęrĪóŅIęrĪóĘŁš█ŠĆęrĪóŪ░ąõ┴■ęrĪó┤¾┤³╔węrĪó╩ųĮĒ┤³ęrĪó ŪČŠĆęrĪóé╚Ų¼ąõ┴■ęrĪó║¾Ų¼ąõ┴■ęrĪó║¾Ų¼╝ńęrĪóŽ┬ö[ęrśė░ÕĄ╚Ą╚ĪŻ
(4)ā╚ęrśė░Õ(├▐śė░Õ)
ā╚ęrśė░Õ╚ń╠Ņ│õ┴ŽųąĄ─ćŖ─z├▐ĪóļµŠ]├▐į┌▓├╝¶Ģr╩╣ė├Ą─śė░ÕĪŻ
╔Ž╩÷├µūėśė░ÕĪó└’ūėśė░ÕĪóš│║Žęr▓╝śė░Õ╝░├▐śė░ÕŻ¼═©│Żæ¬ĘųäeųŲ░ÕŻ¼«ö╚╗ ę▓ėąŽÓ╗ź═©ė├Ą─ŪķørŻ¼╚ń├µūė┼c└’ūėśė░Õ═©ė├Īó├µūė┼cš│║Žęr▓╝śė░Õ═©ė├Ą╚Ż¼Ą½ ▒žĒÜė├▓╗═¼Ą─Ņü╔½║═╬─ūų╝ėęįšf├„Īóģ^ĘųĪŻ
2.ąĪśė░Õ
ąĪśė░ÕėųĘQā¶śė░ÕĪóīŹśė░Õ╗“▄ć╣żśė░ÕĪó▌oų·śė░ÕĄ╚Ż¼╩Ū┐█ĀCĪó┼³╝¶Īó╣┤┐pĪó Šā├„ŠĆ╝░Č©╬╗Ģr╦∙ė├Ą─śė░ÕŻ¼ę╗░Ńį┌┐pųŲ▄ćķg╝░║¾Ą└╣żą“ųąĄ─µißö▄ćķg└’æ¬ė├ĪŻ Ųõ▓─┴Ž┐╔ė├ė▓╝ł░ÕĪó╔░Ųż╝łŻ¼╗“ė├š│╔Ž¤o╝ÅęrĄ─ė▓Ųż╝łŻ¼╔§ų┴ė├ĶFŲżĄ╚ĪŻŲõų„ę¬ ─┐Ą─╩Ū┐žųŲ│╔ę┬Ė„ĘNėąęÄČ©Ą─ąĪęÄĖ±Ż¼▒ŻūCĘ■čbįņą═║═ęÄĖ±Ą─ę╗ų┬ąį╝░ś╦£╩╗»Ż¼ ═¼Ģr╠ßĖ▀Ę■čb╔·«aĄ─ą¦┬╩ĪŻ╚ńčØūėč³Ņ^ĪóŅIūėĪó┘N┤³Īó┤³╔wĪó╩ĪĄ└Īóš█±ą╝░čØķT Į¾ŠāŠĆĄ─▓┐╬╗Ż¼Ė„éĆ╝~┐█╬╗ų├Ą─┤_Č©Ż¼┐┌┤³╬╗ų├Ą─┤_Č©Ą╚ĪŻ
3.ą▐Ų¼śė░Õ
ą▐Ų¼śė░Õ╩Ūą▐š²Ė„ŅÉ▓├Ų¼Ģr╦∙ė├Ą─śė░ÕĪŻę╗░Ńį┌┐pųŲ▄ćķg└’æ¬ė├Ż¼Ųõų„ę¬─┐ Ą─╩Ū×ķ┴╦▒ŻūC│╔ę┬Ą─┤¾ęÄĖ±Īóįņą═Īóī”Ślī”Ė±╝░ī”╗©ę¬Ū¾Ą╚ĪŻ╚ń▓├Ų¼Įøš│║Žęrš│ ║Ž║¾ėąą®Č°┴ŽĢ■░l╔·╩š┐s┼cūāą╬Ż¼×ķ┴╦▒ŻūC│╔ę┬Ą─┤¾ęÄĖ±Ż¼ę¬ė├ą▐Ų¼śėüĒą▐š²ĪŻ ╚ńĮzŠI╬„čbĄ─Ū░Ų¼Įøš│ęrš│║Ž║¾ĒÜė├ą▐Ų¼śėüĒą▐š²ĪŻėų╚ń│╔ę┬╔░Ž┤ĮzŠIęr╔└ųŲū„ Ģr═∙═∙ė╔ė┌▀^╝ń┼cŪ░║¾Ų¼Ą─Įz┐|ĘĮŽ“▓╗ę╗ų┬Ż¼┐s┬╩▓╗ę╗ų┬Ż¼ėąĢr▀^╝ń▓╔ė├Ž╚▓├├½ Ų¼ĪóŅA┐sŻ¼╚╗║¾ė├ą▐Ų¼śėą▐Ų¼Ą─▐kĘ©ĪŻŲõ╦¹Ą─╚ńėąī”Ślī”Ė±Īóī”╗©ę¬Ū¾Ą─▓├Ų¼═∙ ═∙ę▓ę¬ė├ą▐Ų¼śėųŲ¼üĒą▐š²Ż¼Å─Č°╩╣Ę■čbĄ─ī”Ślī”Ė±Īóī”╗©Ą╚£╩┤_¤oš`ĪŻ
4.└C╗©ė├┐¼╗©śė░Õ
└C╗©ė├┐¼╗©śė░Õ╝┤ė├ė┌┤_Č©└C╗©ą╬ĀŅ║═╬╗ų├Ą─śė░ÕĪŻ
╣żśI░Õę╗░Ńė╔Ę■čb╣½╦Š╗“╣żÅSĄ─╝╝ąg▓┐ķTžōž¤ųŲū„,╝┤ė╔╝╝ąg┐Ų╗“╝łśėĘ┐(░Õ Ę┐)Ą─╝╝ąg╚╦åTüĒ═Ļ│╔ĪŻųŲČ©śė░Õ╩Ū│╔ę┬╔·«aųąĄ─ę╗éĆųžę¬Ą─╝╝ągŁh╣Ø,śė░Õę╗Įø ųŲČ©,Ė„Ą└╣żą“Ą─╝ė╣ż▓┐ķTŠ∙ć└Ė±░┤ššśė░ÕĄ─ę¬Ū¾▀Mąą╝ė╣żĪŻ
śė░ÕĄ─£╩┤_┼cʱŻ¼ų▒Įėė░Ēæ│╔ę┬Ą─ęÄĖ±ĪŻ
Č■ĪóĘ■čb╣żśIśė░ÕĄ─╠ž³c
Ż©ę╗Ż®.│╔ę┬ęÄĖ±┼cśė░ÕęÄĖ±
į┌Ę■čbųąŻ¼▓├ųŲĘ■čbŪ░Ż¼×ķĘ└ų╣│╔ę┬ęÄĖ±Ą─┐sąĪ╝░Ę■čb▓╗║Ž╔ĒŻ¼═∙═∙▓╔ė├├µ ┴ŽŅA┐sĄ─▐kĘ©ĪŻ╚ń┴ą▓└Īó┬ķĄ╚├µ┴Ž▓╔ė├ų▒ĮėĘ┼╚ļ╦«└’Į■┼▌═ĖŻ¼┴└Ė╔║¾į┘▓├ųŲŻ╗Įz ŠI├µ┴Žį┌Ę┤├µ▀MąąĖ╔ĀCŅA┐sŻ╗├½─ž┴Ž┐╔▓╔ė├Š∙ä“ćŖ╦«╗“╔w╦«▓╝ĀC┐sĪŻ
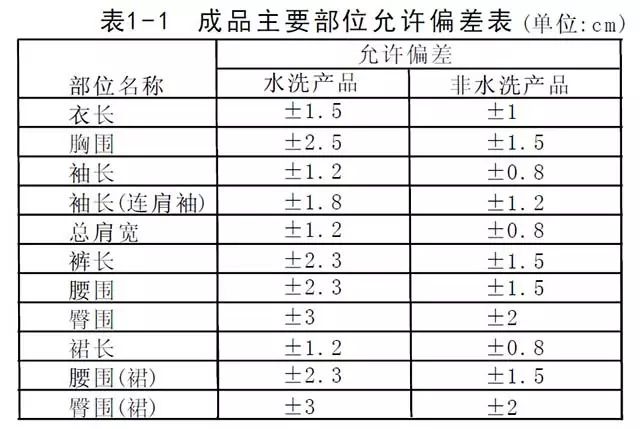
╚╬╣żśI╗»┼·┴┐Ę■čb╔·«a▀^│╠ųąęį╝░į┌╔╠Öz╗“═Ō┘Q│÷┐┌Öz“×ųąČ╝ĘŪ│ŻūóęŌ│╔ę┬ ęÄĖ±Ą─£╩┤_ąį┼cę╗ų┬ąįŻ¼ę▓Š═╩Ūšf╣żśI╗»┼·┴┐Ę■čb╔·«aūŃ├³Ņ}įOėŗŻ¼Ž╚Č©įö╝ÜĄ─ │╔ę┬ęÄĖ±Ż¼╚╗║¾į┘┤“śėĪóųŲū„ĪŻ│╔ę┬ęÄĖ±Ą─ųŲČ©į┌ā╚õNĢrŻ¼┐╔ęįęį1998─Ļ6į┬1╚š ŲīŹ╩®Ą─ą┬Ą─ć°╝ęĘ■čb╠¢ą═ś╦£╩×ķę└ō■Ż¼═Ō┘QĘ■čb═©│Żų▒Įėė╔┐═æ¶╠ß╣®╗“ģó┐╝│÷ ┐┌ć·Ą─Ę■čbęÄĖ±ś╦£╩Ż¼▓óŠ∙ėąę╗Č©Ą─Ę■čbęÄĖ±╣½▓Ņś╦£╩Ż¼│¼▀^╗“▀_▓╗ĄĮĘ■čb╣½▓Ņ ś╦£╩ĘČć·ā╚Ą─Ę■čbŻ¼╝┤╩╣Ę■čbį┌Ųõ╦¹ĘĮ├µĄ─ŲĘ┘|╩ŪūŅ║├Ą─Ż¼Š∙╦Ń▓╗║ŽĖ±«aŲĘŻ¼ę¬ Ū¾ĘŪ│Żć└Ė±ĪŻ╚ńį┌GB 2660…1889ųąŻ¼ęr╔└│╔ŲĘų„ę¬▓┐╬╗ęÄĖ±śOŽ▐Ų½▓ŅęÄČ©╚ń▒Ē1 ╦∙╩ŠĪŻ▒Ē11│╔ŲĘų„ę¬▓┐╬╗ęÄĖ±į╩įSŲ½▓Ņ▒Ē (å╬╬╗Ż║cm)
į┌│╔ę┬╔·«aųąŻ¼ė╔ė┌╣ż╦ć╔ŽĄ─ę¬Ū¾Ż¼═©│Ż├µ┴Ž▓╗ę╗Č©Ž╚▀MąąŅA┐s╠Ä└ĒŻ¼Č°╩Ū į┌ū÷│╔│╔ę┬║¾į┘╚ź▀Mąą╦«Ž┤Īó╩»┐ś╗“╔░Ž┤╠Ä└ĒŻ¼┤╦ĢrĄ─│╔ę┬ęÄĖ±┐╔─▄ė╔ė┌├µ┴Ž╩▄ Ė„╝ė╣ż╣ż╦ćĄ─ė░Ēæ«a╔·╩š┐sČ°ūāąĪĪŻę“┤╦Ż¼į┌ųŲū„śė░ÕĢrŻ¼×ķ┴╦▒ŻūCūŅĮK│╔ę┬ęÄ Ė±į┌ęÄČ©Ą─Ę■čb╣½▓ŅĘČć·ā╚Ż¼śė░ÕęÄĖ±Š═▒žĒÜį┌│╔ę┬ęÄĖ±Ą─╗∙ĄA╔Ž╝ėĘ┼ę╗Č©Ą─┴┐Ż¼ ╝┤═©│ŻŪķørŽ┬śė░ÕęÄĖ±▓╗Ą╚ė┌│╔ę┬ęÄĖ±,īŹļH╔·«aųą▓╔ė├Ž╚ėŗ╦Ńśė░ÕęÄĖ±(ųŲłDęÄĖ±)Ż¼ į┘▀MąąųŲłDĪŻśė░ÕęÄĖ±Ą╚ė┌│╔ę┬ęÄĖ±╝ė╔Ž├µ┴Ž┐s┬╩║═╣ż╦ćōp║─┬╩ĪŻ
Ż©Č■Ż®.┐s┬╩
┐s┬╩░³└©┐s╦«┬╩(╦«Ž┤┐s┬╩Īó╔░Ž┤┐s┬╩)Īóūį╚╗╗ž┐s┬╩Īó┐pųŲ┐s┬╩Īóņ┘ĀC┐s┬╩Ą╚ Ą╚ĪŻ
1.┐s╦«┬╩
┐s╦«┬╩┼c├µ┴ŽĄ─└wŠS╠žąįĪóĮM┐ŚĮYśŗĪó╔·«a╝ė╣ż╣ż╦ć▀^│╠Ą╚ėąų°├▄ŪąĻPŽĄĪŻĖ„ ĘN└wŠSĄ─╬³Ø±ąį─▄Č╝▓╗ę╗śėŻ¼Ę▓╩Ū╬³Ø±║├Ą─└wŠSŻ¼═©│Ż┐s╦«┬╩Š═┤¾Ż¼╚ń├▐▓╝ĪóĮz ŠIĄ╚├µ┴ŽŻ¼Ę┤ų«└wŠS╬³Ø±▓ŅŻ¼├µ┴ŽĄ─┐s╦«┬╩ę▓▌^ąĪŻ¼╚ń£ņŠ]├µ┴ŽĪŻ┐Ś╬’ĮYśŗĄ─Šo ├▄╗“ŽĪ╦╔ę▓Ģ■ė░Ēæ├µ┴ŽĄ─┐s╦«┬╩Ż¼ę╗░ŃŽĪ╦╔ĮYśŗĄ─├µ┴Žę¬▒╚Šo├▄ĮYśŗĄ─├µ┴Ž┐s╦« ┬╩┤¾ĪŻ┴Ē═ŌŻ¼├µ┴Ž╔·«a╝ė╣ż╣ż╦ć▓╗ę╗śėŻ¼├µ┴ŽĄ─┐s╦«┬╩ę▓▓╗ę╗śėĪŻę“┤╦Ė„ŅÉ├µ┴Ž Ą─┐s┬╩ėą┤¾ėąąĪŻ¼╝┤╩╣╩Ū═¼śėęÄĖ±Ą─├µ┴ŽŻ¼ė╔ė┌«aĄžĪó╔·«aÅS╝ę╝░╔·«a╚šŲ┌Īó▓╔ ė├Ą─╝ė╣ż╣ż╦ć▓╗═¼Ż¼┐s╦«┬╩ę▓Ģ■ėą╦∙▓ŅäeŻ¼Č°ŪęĮøŠĢŽ“Ą─┐s╦«┬╩ę▓▓╗ę╗śėŻ¼╝┤ų▒ Įz┼cÖMĮzĘĮŽ“Ą─┐s╦«┬╩ę╗░Ń▓╗ę╗ų┬ĪŻ═©│Ż╩Ūų▒┴ŽĄ─┐s┬╩ę¬┤¾ė┌ÖM┴ŽŻ¼ę“×ķį┌┐Śįņ ╝░ėĪ╚Š╝ė╣ż▀^│╠ųąŻ¼Įø╝å╩▄ĄĮĄ─└Ł╔ņÅł┴”ę¬┤¾Ė╔ŠĢ╝åĪŻ
2.ūį╚╗╗ž┐s┬╩
ūį╚╗╗ž┐s┬╩╩Ūė╔ė┌Ė„ĘN├µ┴Žį┌┐ŚįņĪóėĪ╚ŠĄ╚╔·«a╝ė╣ż▀^│╠ųąŻ¼╩▄ĄĮę╗ŽĄ┴ąĄ─ ÖCąĄ└Ł╔ņŻ¼╩╣├µ┴Ž«a╔·ę╗Č©Ą─╔ņķL▓óą╬│╔┴╦ę╗Č©Ą─ā╚æ¬┴”Ż¼«ö├µ┴ŽĮø▓├╝¶ūā│╔▓├ Ų¼ęį║¾ĪŻė╔ė┌Ž¹│²┴╦╝s╩°┴”Ż¼├µ┴ŽĢ■ėąę╗éĆūį╚╗╗ž┐sĄ─▀^│╠ĪŻ╚ńĮzŠI├µ┴Ž╚¶äé│÷ ÅSŠ═▓├╝¶Ż¼ūį╚╗╗ž┐s┬╩Š═╔į┤¾Ż¼ļSų°ĢrķgĄ─═ŲęŲŻ¼ė╔ė┌ā╚æ¬┴”Ą─ų▓ĮŽ¹│²Ż¼ūį╚╗ ╗ž┐s┬╩Ģ■ų▓Į£pąĪŻ¼▀@Š═╩Ū×ķ╩▓├┤ėąĢr║“ė├═¼śėĄ─śė░ÕüĒųŲū„ĮzŠIĘ■čbŻ¼ļSĢrķg Ą─═ŲęŲŻ¼│╔ę┬ęÄĖ±Ģ■ųØuūā┤¾Ą─įŁę“ĪŻ┴Ēę╗ĘĮ├µė╔ė┌├µ┴Žį┌õü┴ŽĢrŠ▀ėąę╗Č©Ą─Åł ┴”Ż¼╠žäe╩ŪÅŚąį║├Ą─├µ┴ŽŻ¼▒M╣▄╬ęéāę¬Ū¾õü┴ŽÅł┴”║▄ąĪŻ¼Ą╚▓├╝¶ĄČę╗▓├Ž┬ę┬Ų¼Ż¼ ╚į╚╗Ģ■ėąę╗ą®ūį╚╗╗ž┐s┬╩ĪŻ═¼śėŻ¼×ķ┴╦▒ŻūC│╔ę┬ęÄĖ±Ą─£╩┤_Ż¼į┌ųŲū„śė░ÕĢrąĶ┐╝ æ]ūį╚╗╗ž┐s┬╩Ą─ė░ĒæĪŻĄ½ėąĢr├µ┴Žčžą▒ĮzĘĮŽ“▓├╝¶Ż¼▓├Ž┬ęį║¾Ę┤Č°Ģ■ūį╚╗╔ņķLŻ¼ ▀@ĢrąĶę¬į┌ųŲū„śė░ÕĢr£pąĪ│▀┤ńĪŻ
3.┐pųŲ┐s┬╩
┐pųŲ┐s┬╩╩ŪųĖ├µ┴ŽĮø▀^┐pųŲ╝ė╣ż║¾Ż¼┐p┐┌«a╔·Ą─ķLČ╚┐sČ╠ĪŻ╦³┼c┐p┐┌Ą─ą╬ĀŅ (ŲĮ┐pĪó╣┤ē║┐pĪóüĒ╚ź┐pĪó░³┐pĄ╚Ż®Īó┐pŠĆÅł┴”Īóē║─_Åł┴”Īó├µ┴Žąį─▄Ą╚ėą▌^┤¾Ą─ ĻPŽĄĪŻę╗░Ń╩Ū┐p╝xŠāŠĆįĮČÓŻ¼┐p┐sįĮ┤¾Ż¼╚ńŠāļpŠĆĄ─┐s┬╩ę¬┤¾ė┌Šāå╬ŠĆĄ─Ż╗┐pŠĆ Åł┴”Īóē║─_ē║┴”įĮąĪŻ¼┐p┐sŠ═įĮąĪŻ╗├µ┴ŽįĮ▒ĪĪóĮYśŗįĮŽĪ╦╔Ż¼┐p┐sŠ═įĮ┤¾ĪŻ
4.ņ┘ĀC┐s┬╩
ņ┘ĀC┐s┬╩╩ŪųĖį┌Ę■čb╝ė╣ż▀^│╠ųąė╔ė┌╩▄ĄĮ¤ßرĄ─ū„ė├(ņ┘ĀC)Č°«a╔·Ą─┐s┬╩ĪŻņ┘ ĀC┐s┬╩ų„ę¬┼c├µ┴ŽĄ─ąį─▄ėąĻPŻ¼┤¾▓┐Ęų├µ┴ŽĮøņ┘ĀC║¾Ģ■«a╔·╩š┐sŻ¼Ūęų▒Įz┼cÖMĮz ĘĮŽ“ę╗░Ń┐s┬╩▓╗═¼Ż¼ę▓ėą╔┘┴┐Ą─├µ┴ŽĮøņ┘ĀC║¾Ę┤Č°Ģ■«a╔·╔ņķLĄ─¼FŽ¾ĪŻŲõįŁ└Ē┐╔ įöęŖĪČ╝Å┐Ś▓─┴ŽīWĪĘ╝░ĪČĘ■čb▓─┴ŽīWĪĘĄ╚Ģ°ĪŻ
5.Ųõ╦¹┐s┬╩
Ę■čb│╔ŲĘį┌š¹ĀCų«║¾ę¬▀MąąÖz“×Īóą▐š²Īó░³čbĄ╚╣żū„ĪŻÖz“×Īóą▐š²Ę■čbŪ░║¾ ═©│Żę¬Æņį┌ę┬╝▄╔ŽŻ¼╗“š▀Ę■čb░³čbą╬╩Į▓╔ė├ÆņčbĄ─įÆŻ¼─│ą®├µ┴Žė╔ė┌ūįųžĄ─ū„ė├ Ģ■╩╣ķLČ╚ĘĮŽ“«a╔·╔ņķLŻ¼Č°ŠĢČ╚ĘĮŽ“╩š┐sŻ¼╚ń╚╦įņ└wŠS├µ┴ŽĄ╚ĪŻī”ė┌š█»B░³čbŻ¼ ąĶ꬚█»Bš¹²RŲĮš¹Ż¼«öš█▐D║¾į┘┤“ķ_Ģr╚▌ęūŲ░ÖČ°┐sąĪ│▀┤ńŻ¼╦∙ęį▀ĆąĶę¬▀m«ö┐╝ æ]š█▐DĄ─ė░ĒæĪŻ┴Ē═ŌŻ¼ė╔ė┌├µ┴ŽŠ▀ėą║±Č╚Ż¼│╔ę┬į┌ŠĢČ╚ĘĮŽ“£y┴┐Ģr│▀┤ńę▓ę¬ūāąĪŻ¼ ╠žäe╩Ūę┬Ų¼ĘųĖŅ▌^ČÓĄ─┐Ņ╩ĮŻ¼ąĶę¬┐╝æ]š█▐DĄ─ė░ĒæĪŻ
ęį╔Žėæšō┴╦Ę■čb╣żśIųŲ░ÕĢrė░Ēæ┐s┬╩Ą─ę“╦žŻ¼īŹļH╔·«aųąė╔ė┌├µ┴ŽĪó╣ż╦ćĄ╚ ę“╦žĄ─ŠC║Žė░ĒæŻ¼Ūķør▀ĆĢ■Ė³Å═ļsŻ¼Ą½╩Ū▓╗┐╔─▄ę╗ĒŚę╗ĒŚĄž╚½▓┐╚źėŗ╦Ń£yČ©Ż¼╣żÅS═∙═∙╩Ū▓╔ė├ęįŽ┬ā╔ĘN▐kĘ©üĒĮŌøQ┐s┬╩å¢Ņ}ĪŻ
(1)├µ┴ŽĮŌøQ
├µ┴ŽŅA┐sŻ¼ę╗░ŃĖ▀ÖnĄ─Ę■čbĪóę¬Ū¾ī”Ślī”Ė±Ą─Ę■čbį┌ųŲū„Ū░ꬎ╚ė├ŅA┐sÖCŅA ┐s├µ┴ŽŻ¼▓óĘ┼ų├ę╗Č©ĢrķgŻ¼ūī├µ┴Žį┌▓├╝¶Ū░Ą├ĄĮ│õĘų╗ž┐sĪŻ
(2)śė░ÕĮŌøQ
┐sĘ┼śė░ÕĪŻį┌┤“░ÕŪ░Ž╚┐┤├µ┴ŽŻ¼▓óĮY║ŽųŲū„╣ż╦ćŻ¼┐╝æ]┐s┬╩Ą─┤¾ąĪŻ¼▀m«ö┐s Ę┼śė░ÕĪŻ
ó┘.Ė∙ō■ęį═∙Ą─Įø“ׯ¼┤¾ų┬┤_Č©┐s┬╩Ą─┤¾ąĪĪŻ╚ń11216╠¢12mŻ»mļŖ┴”╝ÅŻ¼│╔ę┬╔░ Ž┤ĢrŻ¼ų▒Įz┐s┬╩╝s×ķ6ŻźŻ¼ÖMĮz┐s┬╩╝s×ķ1.5ŻźĄ╚ĪŻ
ó┌.▓╔ė├£yįć├µ┴ŽĄ─▐kĘ©ĪŻ╚ń─│┐ŅčØčb▓╔ė├╝ā├▐╝å┐©├µ┴ŽŻ¼ąĶę¬│╔ę┬╔░Ž┤Ż¼Č° įō├µ┴ŽęįŪ░╔ą╬┤╝ė╣ż▀^Ż¼ätę╗░Ń▓╔ė├īó├µ┴Žū÷║├ś╦ėøŻ¼╦═ĄĮ╔░Ž┤ÅS╚ź╔░Ž┤╠Ä└ĒŻ¼ ╚╗║¾£y┴┐Ųõų▒ĪóÖM┴ŽĄ─┐s┬╩Ż╗┤¾ĀC┐s┬╩ę▓▓╔ė├═¼śėĄ─▐kĘ©Ż¼ū÷║├ś╦ėøŻ¼┤¾ĀC├µ┴ŽŻ¼ £y┴┐┐s┬╩ĪŻ
Ė∙ō■╣└╦Ń╗“£yįćĄĮĄ─┐s┬╩Ż¼ū„×ķėŗ╦Ńśė░Õ│▀┤ńĄ─ę└ō■Ż¼į┘┐╝æ]┐pųŲĄ╚Ųõ╦¹╣ż ╦ćĄ─ė░ĒæĪŻ╦Ń║├śė░Õ│▀┤ńŻ¼╝┤┐╔ųŲ░ÕĪŻ╚╗║¾įćśėę┬Ż¼į┘Ė∙ō■śėę┬üĒ║╦ī”│╔ę┬ęÄĖ±Ż¼ ą▐š²śė░ÕŻ¼ū„×ķ┼·┴┐╔·«a▀Mąą═ŲÖnĄ─ųąą─śė░ÕŻ¼╗“ĘQ─Ė░ÕĪóś╦£╩śė░ÕĪó╗∙£╩śė░Õ Ą╚ĪŻ
┐éų«Ż¼┐s┬╩į┌╣żÅSīŹļH╔·«aųą╩Ūę╗éĆ▒╚▌^Ņ^╠█Ą─å¢Ņ}Ż¼ėąĢrĢ■ė╔ė┌▓╗═¼▄ćķgĪó ▓╗═¼░ÓĮMĄ─╣ż╦ć┬įėą▓╗═¼Ż¼╗“š▀▄ć╣żų«ķg╝╝ąg╦«ŲĮĄ─▓Ņ«ÉŻ¼ė├═¼ę╗śė░Õū÷│╔Ą─│╔ ę┬Ż¼ęÄĖ±ę▓Ģ■ėą╦∙ūā╗»Ż¼╦∙ęįį┌┼·┴┐╔·«aĢr▒žĒÜć└Ė±░┤śė░Õ╝░╣ż╦ć▀Mąą╔·«aŻ¼ęį ╩╣│╔ę┬ęÄĖ±į┌ęÄČ©Ą─╣½▓ŅĘČć·ā╚ĪŻ
Ż©╚²Ż®śė░ÕųŲłDę¬Ū¾
╚ńŪ░╦∙╩÷Ż¼Ę■čbĄ─å╬╝■ųŲū„(ķTčb)═∙═∙ų▒Įėį┌ę┬┴Ž╔Ž▀MąąųŲłDŻ¼▓óļS╝┤╝¶▓├│╔ ę┬Ų¼║═Ė„┴Ń▓┐╝■ĪŻėąĢr×ķłDĘĮ▒ŃŻ¼▀Ć┐╔Ž╚▓├┤¾Ų¼Ż¼▓ó▀Mąą▓┐Ęų┐pųŲŻ¼Č°║¾į┘▓├─│ ą®┴Ń▓┐╝■Ż¼į┘▀Mąą┐pųŲŻ¼ęį┤_▒ŻĖ„▓┐╝■ķgčb┼õĄ─£╩┤_ąįĪŻ└²╚ńŻ¼į┌ųŲū„╬„čØĢrŻ¼ ┐╔▓╔ė├Ž╚▓├╦─┤¾Ų¼╝░┐┌┤³╦∙ąĶꬥ─┴Ń▓┐╝■▀Mąą┐pųŲŻ¼Ģ║Ģr▓╗╝¶▓├č³Ņ^Ż╗╚╗║¾į┘▓├ Ųõ╦¹▓┐╝■Ż¼▓ó└^└m▀Mąą┐pųŲĪŻėų╚ńęrę┬Ą─ųŲū„Ż¼┐╔▓╔ė├čbŅIŪ░Ž╚┴┐ŅI┐┌Ą─īŹļH┤¾ ąĪŻ¼į┘▓├┼õŅIĄ╚ĪŻ═╦ę╗▓ĮųvŻ¼╝┤╩╣╦∙ėąę┬Ų¼Īó┴Ń▓┐╝■═¼ĢrųŲłD▓├╝¶Ż¼ĄĮčb┼õĢr░l ėXėą▌^┤¾š`▓ŅČ°čb▓╗╔ŽĢrŻ¼ę▓┐╔▀Mąą▀m┴┐Ą─š{š¹┼cą▐Ė─Ż¼╚ńŅIūėĪóč³Ņ^ĪóąõĄ╚į┌ čb┼õėą└¦ļyĢr┐╔ęį▀Mąą▀m┴┐Ą─ą▐╝¶ĪŻę“×ķķTčbĄ─│▀┤ńę¬Ū¾ŽÓī”▌^Ą═Ż¼┐═æ¶ūóųžĄ─ ╩Ū┤®ų°║Ž¾w╩µ▀mŻ¼ę╗░Ń▓╗Ģ■ėŗ▌^Š▀¾wĄ─╝Ü╣ØęÄĖ±ĪŻę“┤╦ķTčbųŲū„▓╔ė├Ą─╩Ūį┌╗∙▒Š ØMūŃęÄĖ±ę¬Ū¾Ą─Ū░╠ߎ┬Ż¼į┌┐pųŲ▀^│╠ųą┐╔┬įū„ą▐Ė─Ż¼╠žäe╩ŪĖ„ŽÓĻP▓┐╝■Ą─┐p║Ž┼õ ║Ž╔Ž┐╔ū„ę╗Č©š{š¹Ż¼╦∙ęįķTčbū÷ę┬ėą“╚²Ęų▓├Ż¼Ų▀Ęųū÷”Ą─šfĘ©Ż¼šf├„┐pųŲį┌å╬ ╝■ųŲū„▀^│╠ųąĄ─ųžę¬ąįŻ¼ŽÓī”ĄžŠ═ĮĄĄ═┴╦ųŲłDĄ─ę¬Ū¾ęį╝░Ė„┴Ń▓┐╝■ų«å¢Ą─┼õ║Žę¬ Ū¾Ą╚ĪŻ
Ę■čb┤¾╣żśI╔·«aė╔ė┌╩Ū┼·┴┐╔·«aŻ¼▓╗┐╔─▄ę╗╝■ę╗╝■ĄžäØśė▓├╝¶Ż¼Ė³▓╗┐╔─▄▓╔ė├ Ž╚▓├╝¶┤¾Ų¼,Č°║¾┐pųŲ,į┘┼õ┴Ń▓┐╝■Ą─▐kĘ©.▀@╩Ūę“×ķ:
Ą┌ę╗Īóė╔ė┌├µ┴Ž═∙═∙Ģ■┤µį┌╔½ ▓Ņ,╠žäe╩Ūå╬╔½├▐▓╝,ĮzŠI├µ┴Ž,╦∙ęį▒M┴┐īóę╗╝■ę┬Ę■┼┼į┌ę╗Ų,▓ó▓╔ė├▒▄├Ō╔½▓ŅĄ─┼┼ ┴Ž╝╝ąg┤ļ╩®,┼┼┴Žę╗Č©ę¬ę╗Ų┼┼,▓╗į╩įSėą┴Ń▓┐╝■▀z═³,╝┤╩╣╩Ūę╗éĆąĪ±ßČ╝▓╗ąąĪŻę“×ķ į┌┼õŲ¼Ģr,┼õ╔½Ģ■ĘŪ│Ż└¦ļyĪŻ
Ą┌Č■ĪóĘ■čb╣żśI╔·«aĘŪ│Żūóųž╩Ī┴Ž,į┌─┐Ū░Ą─╝ė╣żå╬ųąė╚ ×ķųžę¬,═¼śėę¬Ū¾╦∙ėąĄ─ę┬Ų¼┼c┴Ń┴Žę╗ŲäØ║├Ż¼ę╗Ų┼┼┴ŽŽ┬▓├ĪŻ
Ą┌╚²Īó╣żśI╗»╔·«a╩Ū┴„╦«ū„śIŻ¼Ė„Ą└╣żą“Š∙ėą├„┤_Ą─Ęų╣ż▓óė╔▓╗═¼Ą─╣ż╚╦╣▓═¼═Ļ│╔│╔ę┬Ż¼╝ė╣ż│╔ę┬ęÄĖ±ę¬Ū¾ĘŪ│Żć└Ė±Ż¼▓╗į╩įSéĆ╚╦ļS▒Ń╝ėęįą▐╝¶š{š¹Ż¼╦ūĘQ“┐p╣ż▓╗äė╝¶ĄČ”Ż¼Ę±ätę╗éĆ╚╦ą▐╝¶│╔ę╗éĆśėŻ¼▓╗Ą½ęÄĖ±ļyęį▒ŻūCŻ¼Č°Ūęįņą═ę▓Ģ■▓╗ę╗ų┬Ż¼╣╩Ė„Ą└╣żą“ų╗─▄░┤ššśė░Õ╝░╣ż╦ćå╬Īó╣ż╦ćę¬Ū¾üĒć└ŃĪł╠ąąŻ¼▀@śėŠ═ę¬Ū¾śė░Õ£╩┤_¤oš`Ż¼Ę±ät“╔Ž┴║▓╗š²Ž┬┴║═ß”Ż¼į┌╝ė╣ż▀^│╠ųąš`▓ŅĢ■└█ĘeŲüĒŻ¼įĮüĒįĮ┤¾ĪŻ
¾╩╦─Ż¼ė╔ė┌╣żśI╗»╔·«aĮø│Ż▓╔ė├Ž╚ųŲū„Īó║¾│╔ę┬╠Ä└ĒĄ─╣ż╦ćŻ¼╚ńę¬▀Mąą│╔ę┬╔░Ž┤Īó╦«Ž┤Īó╩»─źĄ╚Ż¼ė╔ė┌ę┬Ų¼čb┼õį┌ę╗ŲĄ─įSČÓĄžĘĮŻ¼Įz┐|ĘĮŽ“▓╗▒MŽÓ═¼Ż¼┐s┬╩ę▓Š═▓╗ę╗ų┬Ż¼▀@Š═ę¬Ū¾į┌┤“śėĢr╩┬Ž╚╝ėęį┐╝æ]Ż¼ęį▒ŻūC▓┐╝■ķgčb┼õĄ─£╩┤_╝░│╔ę┬Ą─ŲĘ┘|Ż¼╚ń│╔ę┬╔░Ž┤Ą─ĮzŠIęr╔└Ż¼Ųõśė░ÕĄ─ąõ┴■╗ĪŠĆĘ┤Č°ę¬▒╚ąõ╔Į╗ĪŠĆķLŻ¼įŁę“╩Ūąõ┴■Ą─ų▒Įz▓┐Ęų┼cąõ╔ĮĄ─ÖM(ą▒)Įz▓┐Ęųčb┼õį┌ę╗ŲŻ¼╔░Ž┤║¾ąõ┴■Ą─ų▒Įz▓┐Ęų▒╚ąõ╔ĮĄ─ÖM(ą▒)Įz▓┐Ęų╩š┐s┤¾Ż¼╣╩┤“ųŲśė░ÕĢrę¬īóąõ┴■Ą─ų▒Įz▓┐ĘųĖ∙ō■┐s┬╩┬įĘ┼ķLŻ¼ęį▒ŻūCąõ┴■┼cąõ╔ĮĄ─čb┼õ£╩┤_╝░╔░Ž┤║¾š¹éĆąõ┴■ęÄĖ±Ę¹║Ž│╔ę┬ęÄĖ±Ą─ę¬Ū¾ĪŻ
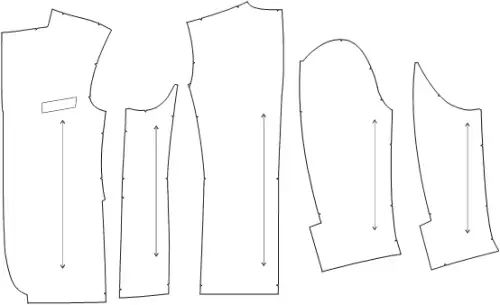
┐éų«Ż¼╣żśIśė░ÕĄ─ųŲłDę¬Ū¾ĘŪ│ŻĖ▀Ż¼▓óę¬Ū¾├µūėĪó└’▓╝Īóš│║ŽęrĪóā╚ęrśė░Õ Ą╚ę╗Ų┤“ųŲ║├Ż¼▓╗─▄ėą╚╬║╬▀z┬®Ż¼ę¬Ū¾ūą╝ÜŻ¼Ė„▓┐╝■ų«å¢Ą─čb┼õę¬Ū¾╩┬Ž╚ę¬┐žųŲ £╩┤_Ż¼╚ńŅIūė┼cŅI╚”Īóąõūė┼cąõ┴■Ą╚ĪŻ╠žäe╩Ū│╔ę┬ėą║¾╠Ä└ĒĢrŻ¼ųŲłDĄ─ę¬Ū¾Ė³Ė▀Ż¼ ╚ń╝ā├▐Ę■čbę¬╦«Ž┤ĪóĮzŠIĘ■čbę¬│╔ę┬╔░Ž┤Ą╚Ą╚ĪŻ╣żśIśė░Õį┌│▀┤ńą╬ĀŅĄ╚ĘĮ├µ┼cę╗ ░ŃĄ─Ę■čbĮYśŗųŲłD╝░ķTčbĄ─ųŲłDėą▌^┤¾Ą─▓ŅäeŻ¼Å─Ģ°▒Š╔Ž─├üĒĄ─Ę■čbĮYśŗłDūĪ═∙ ▓╗─▄ų▒Įėæ¬ė├ĪŻ
Ż©╦─Ż®ĻPė┌ąĪśė░Õ
╣żśI╗»Ę■čb╔·«a═∙═∙╩Ūė╔▓╗═¼Ą─▄ćķgĪó▓╗═¼Ą─░ÓĮMĪó▓╗═¼Ą─╣ż╚╦╣▓═¼üĒ═Ļ│╔ ═¼ę╗┐Ņ╩Į╔§ų┴╩Ū═¼ę╗ęÄĖ±Ą─Ę■čbŻ¼Č°į┌Ė„Ą└╣żą“Ą─╝ė╣ż▀^│╠ųą╗“ČÓ╗“╔┘Ģ■ėąę╗ą® š`▓ŅŻ¼╚ńäØśė┐╔─▄ėąš`▓ŅŻ¼į┌▓├┤▓╔Ž▓├╝¶Ģr┐╔─▄Ģ■Ų½ĄČŻ¼╝┤╩╣├µ┴ŽŽÓ═¼┐s┬╩ę▓▓╗ ę╗Č©═Ļ╚½ŽÓ═¼Ż¼┐pųŲĢrę▓Ģ■ėąš`▓ŅĪŻ×ķ▒ŻūC│╔ę┬ęÄĖ±Ą─£╩┤_╝░įņą═Ą─ę╗ų┬ąįŻ¼│² ć└Ė±ł╠ąą╣ż╦ć▓┘ū„ęÄ│╠═ŌŻ¼ąĶę¬į┌┐pųŲ▀^│╠ųą▓╔╚Īę╗Č©Ą─╝╝ąg┤ļ╩®Ż¼╝░Ģr▀Mąąš{ š¹Ż¼▀@Š═ąĶę¬įSČÓąĪśė░Õ▀Mąą┐žųŲŻ¼Š▀¾wę¬ė╔┐pųŲ▄ćķg└’Ą─ąĪĀC╣ż(ū└░Õ╣ż)üĒ═Ļ │╔Ż¼Ę±ät═¼┐ŅĄ─ę╗░┘╝■Ę■čb┐╔─▄Ģ■ūā│╔ę╗░┘éĆśėūėĪŻ└¹ė├įSČÓąĪśė░ÕŻ¼▓╗╣▄ė╔šl üĒųŲū„Ż¼Č╝─▄ųŲū„│÷═¼ę╗ęÄĖ±Īó═¼ę╗įņą═Īó═¼ę╗┘|┴┐ę¬Ū¾Ą─Ę■čbŻ¼╝┤ś╦£╩╗»Īóę╗ ų┬ąįĪŻ«ö╚╗═¼Ģr▀Ćėąė├Ž±╣ż╦ćå╬Ą╚╝╝ąg┤ļ╩®üĒ╝ėęį┐žųŲĪŻ
ąĪśė░ÕĄ─ųŲū„╩▄ĄĮé„Įy┴ĢæTĪó╔·«a╝ė╣ż╣ż╦ćĪóĘ■čb┐Ņ╩ĮĪóįOéõ╝░├µ┴ŽĄ╚ė░ĒæŻ¼ ╝┤╩╣╩Ū═¼ę╗┐ŅĘ■čbį┌▓╗═¼Ę■čb╣½╦ŠĪóÅS╝ęųŲū„ĢrĢ■┬įėą▓╗═¼Ż¼▒╚▌^ņ`╗ŅŻ¼Ą½ŲõūŅ ĮK─┐Ą─╩Ūę╗ų┬Ą─Ż¼╝┤▒ŻūC│╔ę┬ęÄĖ±╝░įņą═Ą─ę╗ų┬ąį║═╠ßĖ▀╔·«aą¦┬╩ĪŻę╗░ŃüĒšfŻ¼ │╔ę┬┘|┴┐ĪóęÄĖ±ę¬Ū¾įĮĖ▀Ż¼╝ė╣żįĮūą╝ÜŻ¼ąĪśė░ÕŠ═įĮČÓĪŻĘ┤ų«Ż¼į┌ķTčbå╬╝■ųŲū„ ųąŻ¼═∙═∙ų╗┤µį┌ūį╔ĒĄ─ū¾ėęī”ĘQąįŻ¼ėąĄ─╔§ų┴▀Bę╗ēKąĪśė░ÕČ╝┐╔ęį▓╗ė├ĪŻ
Ż©╬ÕŻ®śė░Õ┐pĘ▌╝ėĘ┼╝░łD╩Ššf├„
┐pĘ▌┤¾ąĪų„ę¬╚ĪøQė┌Ę■čb┐Ņ╩ĮĪó╔·«a╣ż╦ć╝░├µ┴Žąį─▄ĪŻ╚ńŪ░╦∙╩÷, │╔ę┬ęÄĖ±ę¬ Ū¾▌^ć└Ż¼╚ń┐pĘ▌╔įėąš`▓ŅŻ¼Š═Ģ■╩╣│╔ę┬ęÄĖ±│¼│÷╣½▓Ņś╦£╩ĘČć·ĪŻ╠žäe╩Ū│÷┐┌═Ō┘QĘ■ čbŻ¼╚¶ęÄĖ±▓╗Ę¹Ż¼Š═│╔×ķ▓╗║ŽĖ±«aŲĘĪŻ╚ńčØčbę╗░Ńė╔4┤¾Ų¼ĮM│╔Ż¼č³═╬╠Ä╣▓ėą8Śl┐p ūė,Č°Ūę▀Ćėą║¾╩ĪĪóŪ░±▐Ą╚ė░ĒæŻ¼╚ń╣¹├┐Śl┐pūėš`▓ŅO.3cmŻ¼└█╝ėŲüĒŠ═ėą2.4cmŻ¼ ▀h▀h│¼▀^┴╦ć°╝ęś╦£╩č³ć·╦∙į╩įSĄ─╣½▓ŅĘČć·(±1.5cm)╝░═╬ć·╦∙į╩įSĄ─╣½▓ŅĘČć· (±2cm)ĪŻę“┤╦╩ūŽ╚╩Ūę¬į┌śė░ÕųŲū„£╩┤_Ą─Ū░╠ߎ┬Ż¼░┤┐═æ¶╗“įOėŗĄ─ę¬Ū¾Ż¼š²┤_Ę┼ ┐pŻ¼£╩┤_Ąž┤_Č©Ė„ĘN╩ĪĄ└Īóš█±ąĄ╚Ą─╬╗ų├┼c┤¾ąĪĪŻŲõ┤╬▒žĒÜį┌╝łśė(śė░Õ)╔ŽŪÕ│■Ąž ▒Ē╩Š│÷üĒŻ¼▓╔ė├Ą─ĘĮĘ©ėąłD╩Ššf├„╝░╬─ūųšf├„ā╔ĘNŻ¼╚ń┤_Č©┐pĘ▌┤¾ąĪŻ¼╩ĪĄ└┤¾ąĪ ╝░ĄČč█╬╗Īóš█±ą┤¾ąĪĪóš█»BĘĮŽ“Ą╚Ą╚ĪŻ▀@śėŻ¼╩╣į┌Ė„Ą└╣żą“ųąĄ─╣żū„╚╦åTėąō■┐╔ 裯¼ŪÕ│■Īó£╩┤_ĪóĘĮ▒ŃĄž▀Mąą╔·«aĪŻ
Ż©┴∙Ż®ŽĄ┴ą╗»Ę■čb╣żśIśė░Õ
│╔ę┬╩Ūę╗ĘN╔╠ŲĘŻ¼ę¬Ū¾═¼śė┐Ņ╩ĮĄ─Ę■čb─▄▀mæ¬Ė„ĘN▓╗═¼╔Ē▓─║═¾wą╬Ą─┤®ų°ę¬ Ū¾Ż¼▒M┴┐╩╣├┐éĆ╚╦Č╝─▄┘IĄĮ║Ž║§ūį╝║¾wą╬ę¬Ū¾Ą─Ę■čbŻ¼▀@Š═ąĶę¬▀Mąą│╔ę┬ęÄĖ±įO ėŗŻ¼ą╬│╔ČÓĘN│╔ę┬ęÄĖ±ĪŻį┌Ę■čb╣żśI╔·«aųąŻ¼╚ńŪ░╦∙╩÷Ż¼═Ō┘Q│÷┐┌Ę■čbę╗░Ńė╔┐═ æ¶╠ß╣®╗“ģóšš│÷┐┌Ę■čbęÄŃĪś╦£╩ĪŻ╬ęć°ät═©▀^ī”▓╗═¼Ąžģ^ĪóļAīėĪó─Ļ²gĄ╚Ą─š{▓ķ 蹊┐Ą─╗∙ĄA╔ŽŻ¼ųŲėå┴╦ą┬Ą─ć°╝ęĘ■čb╠¢ą═ś╦£╩Ż¼╩╣│╔ę┬│╔×ķś╦£╩╗»ĪóŽĄ┴ą╗»«aŲĘŻ¼ ┐╔▀Mąą│╔┼·╣żśI╗»╔·«aĪŻŽÓæ¬Ą─╣żśIśė░Õ╩Ū▓╗═¼ęÄĖ±Ą─ę╗╠ūŽĄ┴ą╗»śė░ÕŻ¼╔┘Ą─ėą Äūų╗ęÄĖ±Ż¼ČÓĄ─▀_╩«ČÓų╗╔§ų┴╩ŪÄū╩«ų╗ęÄĖ±Ż¼ę“┤╦Š═ąĶę¬▀Mąą═ŲÖnŻ¼╗“ĘQ═Ų░ŌĪó Ę┼┤aĄ╚ĪŻ▀@╩Ūę╗ĒŚ╝╝ągąį▌^ÅŖĄ─╣żū„Ż¼ę▓╩Ū═¼ķTčbųŲū„ģ^äe▌^┤¾Ą─ę╗³cĪŻ
ąĶę¬Č©ųŲĪó▓╔┘Å╣żū„Ę■Īóä┌▒ŻĘ■ŽÓĻP«aŲĘ╝░┘Y┴ŽĄ─ė├æ¶Ż¼┐╔ō▄┤“╣½╦ŠĘ■䚤ߊƯ║028-6141 6833Ż╗╬ęéāŲ┌┤²─·Ą─üĒļŖ╝░ū╔įāŻ¼─·Ą─ØMęŌ╩Ū╬ęéāĘ■䚥─ū┌ų╝Ż¼╬ęéāīóĮ▀š\×ķ─·Ę■䚯Ī
╔Žę╗ŚlŻ║Ą┬░Ņ┐ņ▀f╚ļŠųĘ■čb╬’┴„╣®æ¬µ£
Ž┬ę╗ŚlŻ║Ž─╠ņ┤®£\╔½Ą─ę┬Ę■Š═▓╗╬³¤ßŻ¼┤®ŲüĒŠ═Ė³ø÷╦¼å߯┐┐┤═Ļ▀@Ų¬╬─š┬▓┼├„░ū
ĘĄ╗ž┴ą▒Ē